- 10/09
- 2006
-
QQ扫一扫

-
Vision小助手
(CMVU)
摘 要:研究CCD技术在纸张检测中的应用,对整个系统的光学部分进行设计,并对系统的工作原理、CCD器件的选取、系统的构成、软件的设计等进行了介绍,研制的样机经测试,可以满足用户的要求。
关键词:CCD;纸张检测;图像分割
1前 言
随着人们对于纸张质量要求的提高,造纸业需要对纸张质量进行更为严格、快速的检测。目前造纸业采用的纸张质量检测手段大多是人工质量检测,这种检测手段虽然容易实现,但是效率低,质量不容易保证,不能实现生产的自动化,远未达到理想的要求,故如何实现机械自动化纸张检测就成为造纸业新的难题。
近几年来,CCD技术得到了广泛应用,已成为现代光电技术和现代测试技术中最活跃、最富有成果的手段之一〔1〕,利用CCD技术对产品表面质量进行实时检测、动态测量、自动对产品按品质实行分级,具有结构简单、非接触、精度高、测量速度快、性能稳定可靠等优点。本文将介绍一种基于CCD技术的纸张检测系统。
2纸张质量的分类方法
根据生产实际,纸张的质量是由纸张所含瑕疵的类型和多少共同决定的。纸张的瑕疵共有三种,即折痕、漏点和污点。其中纸张出现折痕或者漏点均被视为废纸,这样污点的面积、灰度等级和分布就成为纸张分级的重要依据。污点的具体分类如表1所示。

注:表中的数据仅供参考。
本系统仅将纸张分为三级,具体分类如表2所示:

3CCD纸张检测系统的工作原理
如图1所示,纸张的散射光线经凸透镜会聚成平行光线投射于面阵CCD表面,CCD将光信号转化成电信号,然后输入到计算机中进行处理、存储。CCD是图像采集的核心,其中心位置在垂直方向上与凸透镜的中心必须重合,以使图纸的信息全部成像于CCD上。

3.1 系统构成
本系统主要由光源、图像采集部分、电源、PC机、显示输出部分、机械换纸机构、纸张分流机构等部分构成,它们之间的主要关系如图2所示。

3.2硬件设计
3.2.1CCD器件选型设计
CCD(Charge Couple Device)即电荷耦合器件的英文缩写,CCD固体摄像器的基本结构是脉冲控制下的MOS电容器阵列,具有电荷耦合、存储、转移功能,它有面阵和线阵两类,电荷注入方式有光注入和电注入两类〔2〕,本系统采用的是光注入方式面阵CCD器件。对于应用最广泛的面阵CCD器件一般由感光单元、转移控制栅、暂存单元和水平移位寄存器等几部分组成。面阵CCD的种类很多,有DL32型(256×320)、TCD5130AC型(754×583)、TCD5390AD型(512×582)、IA-D2型(512×512或1024×1024)以及各种特种面阵CCD。本系统采用IA-D9-2048型面阵CCD,它采用帧转移方式,每秒14帧,具有多个输出端口,像元尺寸大,像敏元尺寸为12μm(H)×12μm(V),像敏区面积为24.672mm(H)×24.672mm(H),输出数据率高达60MHz,动态范围宽,为3000;水平和垂直转移效率为0.999999;工作温度范围为-60℃~+70℃〔3〕。
3.2.2光学透镜的设计
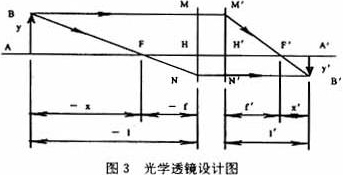
被测对象为1号图纸,其基本尺寸为840×600mm2,为了使CCD器件能够获取所有的纸张信息,在图纸两侧各留出10mm余量,这样图纸的长边尺寸为860mm,IA-D9-2048型面阵CCD像敏区面积为24.672mm×24.672mm2〔3〕,要使得纸张的信息全部成像在CCD上,则物镜焦距为(见图3):
![]()
式中:β—垂轴放大率;
y′—像高;
y—物高;
f—物方焦距;
f′—像方焦距;
x—为牛顿公式描述的物距;
x′—为牛顿公式描述的像距。
其中:y′=24.672mm;y=860mm;l=1000mm
解得:f=27.9mm
则所用凸透镜的焦距为27.9mm。
3.3 软件设计
该系统的软件部分由VBA(Visual Basic for Application)编写,以利用它强大的图形界面功能和数据管理功能进行用户终端界面设计和数据存储管理。该软件共分为数据获取、数据分析、数据处理、数据存储、数据查询及输出五个模块。数据获取模块即为从CCD器件的移位寄存器中读入纸张信息,纸张信息获取后,数据分析和处理模块判断纸张的瑕疵的大小、灰度等级、延展方向、分布的范围属于哪种纸张的范围,并进行存储和输出。存储是按照瑕疵的类型分类存储,然后根据生产实际的经验分析瑕疵产生的原因,将纸张再按瑕疵产生的原因分类。这样做的目的在于在今后的生产中能及时、准确地找出各类瑕疵产生的原因,并可以据此给出机检方案,提高检修效率〔4〕。具体流程如图4所示。

对于瑕疵的判别是该系统软件部分的重点。为了完成对瑕疵的检出,首先采用区间生成法对图像进行分割。具体过程为:假定将图像X用预先设定的分割规则P分割成N个不同区域:X1、X2、X3…Xn,若图像X和分割得到的区域都是图像平面的子集,则分割过程就是把图像集合X分成N个互不相交的非空子集:X1、X2、X3…Xn。它们具有如下的性质:

性质(1)指明了图像分割的完整性,即分割算法结束前已对图像中的每一个象素操作过,且每一个象素都属于某一区间Xi,i=1,2,3,…,N;性质(2)保证了任意两个不同的区域不相交;性质(3)表明了每一个区域都具有区域一致性,即每一个区域因某种属性而保证其均匀性,这些属性可以是图像特征(如灰度、颜色、纹理等)或相应于某种语义的描述;性质(4)说明了分割后的每个区域将达到其最大尺度〔5〕。
具体对于污点的算法如下:
(1)瑕疵的检出
将图像进行二值化处理,设定灰度等级三级为阈值,即将整个图像按照灰度等级三级分为两个区域;0区和1区,然后合并相邻的1区象素,直到不能合并为止,这样图像就被分为多个小的彼此分开的点域,这些点域就是瑕疵的锥形,记录这些点的大小、灰度等级。这个过程可以看作是由满足上述性质(3)开始到满足性质式(4)的过程,并且其分割过程满足了性质(1)和(2)。
(2)对于瑕疵的判别
纸张的三类瑕疵各有自己的特点,漏点的边缘灰度等级高,中央低、判别依据在于对比瑕疵的中央灰度等级与边缘的灰度等级;折痕的灰度等级一般为三级,且为长条形分布,有一边或两边延伸到纸张的边界,面积很大,用面积(用象素数目的累加来计算面积)和区域长度来判别;污点一般为圆形和近似于圆形,面积在3mm2以下。
(3)污点分布类型的检测
计算出各个点域之间的距离,加以判断。
3.4系统主要技术性能指标
3.4.1分辨率计算
由于本系统选用的IA-D9-2048型CCD器件,其像敏元个数为2048×2048个,被测对象1号图纸的长边尺寸为860mm,则每个像敏元接受的图纸面积为:0.18mm2,故纸张检测的分辨率可满足对最小污点面积为1mm2的要求。
3.4.2检测速度计算
纸张的测试速度主要取决于以下几个方面:
(1)帧转移速度Tz;
(2)程序处理速度Tc;
(3)机器的换纸速度Th。
其中CCD的帧转移速度为每秒14帧,即Tz=14张/秒;本系统所采用的软件结构简单,检测速度约为Tc=20张/秒;机械的换纸速度Th=10张/分钟。对比三者的速度,可以看出机械的换纸速度是检测速度的关键所在。传统的人工检测方法检测速度约为4~6张/分钟,故本系统的检测速度优于人工检测。
4结论
该系统是针对广西某造纸企业所设计,并研制了样机,获得了成功。此产品的最大特点是实现在线非接触式检测,对生产现场的产品质量进行实时监控,同时实现与计算机的联网,以方便对所测数据进行分析、比较、综合、归纳、分析产品质量下降的原因,并可自动提出检修方案,以便找到提高产品质量的措施。因此这一项目的推广应用将对造纸业的发展产生很大的作用,并将产生相当大的社会和经济效益。
参考文献
1 沈为民. 线阵CCD用于多个目标测量的图像拼接技术. 光电工程,1997
2 陈德章. 激光对CCD固体摄像器的饱和干扰效应. 激光技术,1997
3 王庆有. CCD应用技术. 天津:天津大学出版社,2000
4 Biros, Dave. Camera-based sheet analysis system helps mill deliver quality product. Pulp & Paper, 1990
5 刘志敏,杨杰,施鹏飞. 数学形态学的图象分割算法. 计算机工程与科学,1998