- 09/14
- 2007
-
QQ扫一扫

-
Vision小助手
(CMVU)
本系统是一款集检测、测量、分辨、定位于一体的高性能综合设备,用于跟踪、识别各类五金工件生产过程中位置、孔距、边距及刻印字体错误、缺失、方向错误等不合格现象。系统由工控机、专用视觉传感器及单片微型计算机组成,完成实时检测、跟踪报警、统计数量及信息处理等功能,能大幅度提高五金工件成品的合格率。
一、工作原理
系统由光源、图像传感器、视觉控制器、工控计算机、智能控制板等组成。在稳定、无光斑、不引起闪烁的光场条件下,图像传感器采集通过检测口的每只芯片,由视觉控制器根据所设置的参数和算法进行图像处理和检测,输出逻辑结果。如果为错误,智能控制板发出报警信号或停机信号,剔除不符合检测要求的产品。
二、主要技术性能指标
2.1 视觉处理
成像与显示:1330*1024像素,1/3英寸CCD(5.84*4.94mm,6mm对角线)
镜头类型:C型
成像速度:>30fps
灰度等级:黑白256级灰度(每像素8位),彩色1600万色(每像素24位)
曝光时间:64μs~33ms
处理时间:模板适配20~30ms,其它检测1ms
检测点设置个数:模板适配8~10个,其它检测(如灰度均值、边缘查找、角度和距离测量等)80~90个
检测方案存取个数:4MB-Job/Program flash,除去嵌入式系统程序占用1.9M,方案文件存储2.1M,采用计算机硬盘存方案,个数取决于硬盘大小。
2.2 开关量输入输出
开关量输入
智能控制板支持8路输入,现用2路:同步及相位。
信号规格:
电压:off:20~28V(标准为24V) on:0~3V(<12V)
电流:off:<150Μa on:8mA
开关量输出
视觉控制器支持2路输出,现用1路:0号线输出错误信号;
智能控制板支持8路输出,现用1路:输出报警信号(停机信号)。 输出触点容量:250VAC/30VDC 5A
2.3 功 耗:小于250W。
2.4 工作电源:220VAC±20%,50Hz。
2.5 检测参数:检测速度:1个 /秒;检测精度:0.02mm。
2.6 工作环境:温度:0~70℃;湿度:35%~85%无凝结。
三、主要技术特点
采用以RISC处理器为核心的视觉系统,精确截取和测量目标,提高系统处理速度和可靠性的同时,极大的降低了成本;
检测软件及算法完全自主开发,采用双Trigger技术实现超高的检测精度;
可灵活设置模板查找、平均灰度值检测及距离、角度等多种检测算法;
专业化光源设计,成像清晰均匀,确保不形成光斑;
支持多种产品的检测、具备产品在线自动搜索等功能;
安装简单,不影响原生产线工作;结构紧凑,易于操作、维护和扩充;
可靠性高,MTBF≥50000小时;
工作温度为-20~+60℃,满足各种现场运行条件。
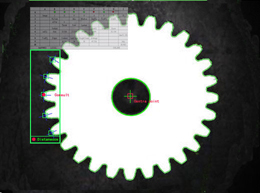
四、系统检测示例
中心孔与齿轮边距检测

通过中心孔边缘识别,确定中心孔圆心(Centra point);在设定区域识别特征检测点(Inspect Point),测量两点之间的距离,即可确定齿轮边距是否合格。(注:该特征识别及距离检测约耗时10-15ms,因此每秒可进行约70-100个齿的检测。)
齿轮间距检测
以中心孔圆心为参照点,在设定区域识别预先设定的特征点(齿外缘中心点Consult Point),检测设定点之间的距离,即可确定齿间距是否合格。(注:该特征识别及距离检测约耗时15-20ms,因此每秒可进行约50-70个齿的检测。)