- 03/07
- 2008
-
QQ扫一扫

-
Vision小助手
(CMVU)
(图一)
(图二)

(图三)
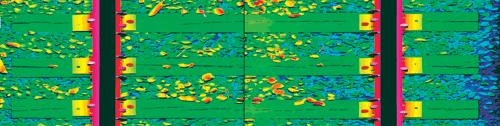
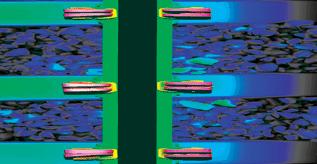
为了更快的进行检测,Nagle Rearch将Scik3D技术整合到获专利的Georgetown Rail Aurora轨道检测系统之中。图片显示了木制枕木(图1)和混凝土枕木(图2)。图3是装载视觉系统的卡车,可以消除人为检测的困难和不准确。
机器视觉可以捕捉、观察和分析那些从前无法想象的任务。
想将检测时间降低一个数量级、提高检测质量、降低成本、增加工人满意度、提高安全性和减少不确定度?先进的机器视觉技术是你的绝好选择。用户、系统集成商和机器视觉产品供应商跟踪了如下结果:
- 与3英里每小时(mph)的人眼检测速度相比,自动3D检测速度可以达到30英里每小时。
- 无级调解产品的机器人维修。
- 以200m/min的速度对生产和结构疵点进行网面检测,比肉眼速度快10倍。
- 每秒记数450个形状各异、大小不同的物体,精度高达99%。
- 每份中可以对1200个不同颜色和大小的产品进行检测并做出合格判定,可以设置10个以上的合格判据,精度在95%到99%之间。花费只有预期的1/3,9个月即可收回成本。
感受机器视觉带来的便利包括:
1. 3D摄像头可以以30mph的速度监测铁路
你愿意沿着铁路边走边找疵点,还是愿意坐在车上以30mph的速度前行,而把工作留给3D摄像头去完成,并且可以每小时检测70000节铁轨,每天检测几百英里?对于9英尺枕木的检测长期以来被认为是轨道维护的“宝石”,它可以确保工人的安全、舒适,且便于制定维护计划。
当检查员们沿着铁轨边走边对每一根枕木进行判断的时候,高稳定性的枕木检测向传统的铁轨检测和枕木维护发起了挑战,为什么?
- 肉眼检测人员对“好”或“坏”的判断准则是一直变化的;
- 两个检测人员对同一根铁轨的评价不可能完全一致;
- 检测人员在每一次评价上只能用仅仅1秒钟;
- 而且铁路路况条件繁复多变。
来自于德克萨斯州Austin公司的Nagle发现2D检测并不适合枕木的检测,原因是枕木表面的污染物很多。Nagle将3D版本的Sick Ranger高速摄像头集成到轨道用小型载货车上,用来检测枕木的几何结构,不考虑颜色和对比度的影响。此产品叫作Georgetown Rail Aurora 3D轨道检测系统(获美国和国际专利),它可以记录铁轨的全尺寸,每个坐标方向上以每小时30公里的速度捕捉三位表面图像,解析度可以达到0.04英寸。
Georgetown Rail号称此系统可以精确地检测木制枕木、混凝土枕木、铁钉、铆钉和枕木垫板。它还可以测量枕木间距和铁轨基座腐蚀程度。
Nagle列举了一系列用户分析软件,它们可以处理数以G计的数据,并针对超过12个枕木条件生成详细报告,对有问题的枕木还可以回传3D图像。检测完成后48小时内,可以针对轴承、曲率、标题、英里标识、枕木位置的全球定位数据、铁轨接缝检测、单一枕木或枕木群上的铁轨基座腐蚀、轨底坡、枕木间距、枕木垫板和铁钉分级等信息增加变量,以符合用户需求。
在北美广泛使用的Aurora系统迅速扩展到欧洲和其他市场。视频展示了3D检测系统的强大功能。
www.georgetownrail.com/aurora.php
www.nagleresearch.com
www.sickusa.com/machinevision
2. 散落物体计数
对数量、次数以及轴承滚球、化学药粒、种子、医药品等高速高频落体加工领域中的对象位置的测量对系统的精确测量能力提出了新的要求。这样的系统可以改进生产厂商的流程和控制质量。传统的技术已经弊端尽露:
油脂皮带机系统不是实时测量系统,需要测量前预处理。LED/光电检测或者栅格提供实时、高速的测量,但是其空间解析度不高,最低只能检测4mm的物体,而且对多种物体形成的物块也无能为力。
带有一个线扫描摄像头的基于机器视觉的系统已经证明比油脂皮带机系统和LED/光电栅格检测法更好,但是单一摄像头仍旧无法区别物块或多重物体,因为其太接近了,看起来就像一个物体。
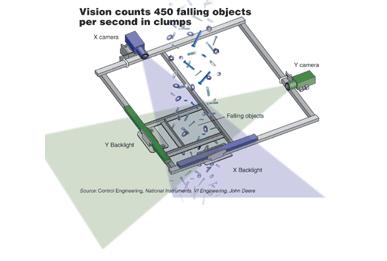
通过使用 V I Engineering机器视觉系统辅以 National Instruments组件、软件和在同一个平面垂直于敏感区域的2个线%%扫描摄像头和线性背景光源,John Deere每秒钟可以计数450个零件。
设计的目标是为John Deere搭建一套系统,用于时间间距和高速下落物体XY轴物位的检测,区分物块中的每一个物体,同时确保精度高于99%,检测速率每秒200个。
V I Engineering公司设计了一套基于IEEE1394 的线扫描摄像头和逆光单元的机器视觉系统。使用了专门的图像采集算法,性能超过预期。最小检测尺寸小于1mm,最大检测尺寸超过25mm,物体下落速率可以高达每秒450个。系统采用了National Instruments Labview公司的NI图像开发模组和针对1394的NI-Imag组件。PC需插装一块NI PCI-8252接口卡,连接两个先扫描摄像头。PCI Express技术协助完成规范系统以及机器视觉。
此系统的开发性能超过了预期要求,可以识别、匹配、计数和测量不规则形状的物体。John Deere使用此系统协助产品开发和完善加工工艺。
通过使用逆光技术,每一个物体都表现为白色背景上的一个黑色质点,表面状况、亮度和颜色都无需关注,所以视觉算法不用随着物体的外观作调整。仅靠着两个摄像头的图像,视觉算法就可以匹配和区分所有物体,并且还能区分成堆物块。
远心镜头可以消除物体失真,但是为了节约成本,补偿是通过软件来实现的。
www.ni.com
www.pciexpress.org
www.viengineering.com
3. 敏锐的机器人视觉
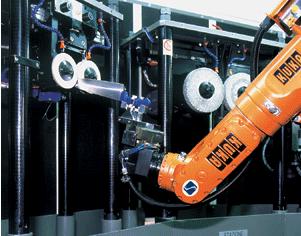
SIR——意大利一家机器制造商,专营机器人产品,它使用Cognex公司的PatMax视觉工具开发了一套独一无二的自动化工作单元,用于二次加工(打磨和表面处理)。二次加工刀具是预先集成在系统中的。二次加工需要很多决策技巧,由于产品是随机的,而且也没有两把刀具是完全一样的。反复的磨损,使刀具已经丧失了原来的形状,这样就无法计算刀具轮廓。
机器人在视觉系统实时刀具形状预测的帮助下将刀具定位。视觉系统还能记住刀柄的类型,然后扫描刀刃,计算重构原始形状。得到轮廓之后,第一次刀刃分析会区别分析每一个不规则点。太多的偏差会触发正常工作循环的修改。

这里唯一可以确定的就是钝刀锋导致的无限变异。
作为应对,SIR在两处使用Cognex的视觉系统,
使Kuka机器人工作起来完好如初。
视觉系统分析完成之后,会选择一个标准轮廓恢复刀具的原始形状,第二个分析循环校验刀刃等级,修改工作参数,例如进刀速度和入刀角度。下一步确定入刀点,避免损坏刀柄,如果考虑角度和刀尖形状,甚至连出刀点也可以确定。机器人手臂夹持刀具分别研磨每一边,然后冲刷刀具,确保刀刃边缘平滑,最后冷冲刃口。
Kuka机器人装配有Cognex视觉系统:一块MVS-8501图像采集卡,带有PatMax、Blob和Caliper工具的VisionPro软件。采集卡连接一个标准解析度的模拟摄像头,光源作为可选组件。
www.cognex
www.kuka.com
www.sir-mo.it
4. 纺织品加工业关注速度和精度
纺织品加工业的特点是产品的多样性,每一步的错误会影响下一步的生产。纺织工业产品种类繁多,从传统的机织或针织布料到车辆和保护器具用玻璃纤维和功能针织品。在以前,纺织品的检测分两步。首先,机器操作人员关注工艺流程,将生产的各项参数调整到可以接受的范围内。此时的生产率不能超过150件每分钟,否则质量判别将仅限于粗略评价。其次,详细地流水线下检测将更多地针对生产瑕疵。整个检测流程可以由多个检测人员同步进行,每个检测人员的能力会很大程度上影响检测结果。

这台标签机是由Shelton Vision Systems使用Dalsa视觉技术进行设计,包括一个可用于探测缺陷和标记、并对其分类的低角度检测平台。
Shelton Vision Systems公司开发了Shelton WebSpector表面检测系统。此系统在一条玻璃纤维生产线上对生产和结构瑕疵的检测速度高达每分钟200m,而精度和稳定性都高于肉眼在每分钟20m的速度下的检测性能。它可以识别并记录变化,包括产品尺寸、宽度、颜色、生产率、环境和织物构造。Shelton说此系统使用Dalsa Spyder系列线扫描CCD(电荷耦合装置)摄像头,确保了低光照条件下的性能,并且有较高的性价比。Dalsa X64-CL iPro通过抓图方式获取数据;Dalsa WiT 8.3是基于视觉变成的视觉软件。
www.dalsa.com
www.sheltonvision.co.uk/vision
5. 质量检测中的精确合格判定
Mold-Rite Plastics Inc.是专业的制药业容器和外壳生产商,它正致力于提高生产线自动检测的质量,以达到制药业的严格要求。要对不同颜色和尺寸的盖子和外壳进行超过10种的合格判定,速率要达到每分钟1200个。一套质量检验程序用于确保合格判定的准确率在95%和99%之间,远远超过从前。
Mold-Rite自动化的经理Dave Cross安装了此系统,他说道:盖子的直径从1英寸到4英寸不等,颜色各异,相应地,生产盖子的流水线的颜色也颜色各异。
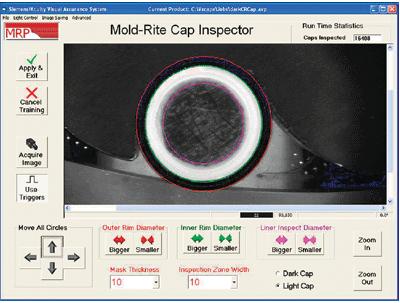
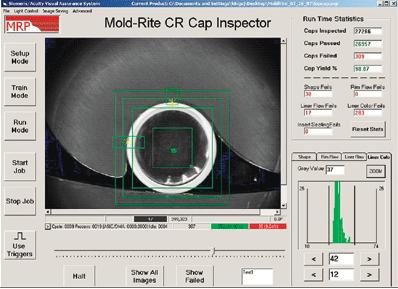
在安全模式下操作员可以轻松安装盖子周围的环、以及儿童伤害的预防装置。西门子视觉系统从这里学习和安装检测。在运行模式下,底部右侧的缺陷图显示“正常”,允许用户在产品运行时设置容忍度。
Siemens公司和Mold-Rite公司的Cross等人合作,搭建模拟视觉系统,以求研究视觉系统以及机器设计上需做的变化。(大约$12,000作为系统集成的费用被投入到此项目中,不包括在机器视觉系统本身的费用之内。)Siemens公司承诺准确率会达到95%甚至更高。
虽然人眼每秒钟可以模糊地看到20个盖子,是滚轮和传送带的配合可以使每一个零件就像白色闪光一样,但对于摄像头来说,已经足够了。
一个典型的用户界面可以使操作员迅速搭建起视觉系统,用来检测不同的盖子和颜色组合。
Siemens Energy & Automation机器视觉系统美国市场部经理Glenn Symonds说:Siemens公司的 Simatic 1744 Visionscape Accelerated Frame抓图器安装在电脑上,再与两个先进的CM1100双速扫描摄像头相连。DF-150-3红色环形灯和BL75x75红色背光作为盖子的照明。Simatic Opto IO板作为与PLC的接口,接受处罚和控制信息,传送通过与否和系统状态信息。这套系统的优点是,一套系统就可以检测所有型号的盖子,操作工和技术人员很容易上手。Cross说Mold-Rite在原型搭建和设计上的费用是$7,000到$8,000,全部的费用大约只占预期的2/3,他很巧妙地回避了总费用。他说,成本9个月可以收回。
www.mrpcap.com
www.sea.siemens.com/mv
6. 机器视觉照明在白天和夜间的区别
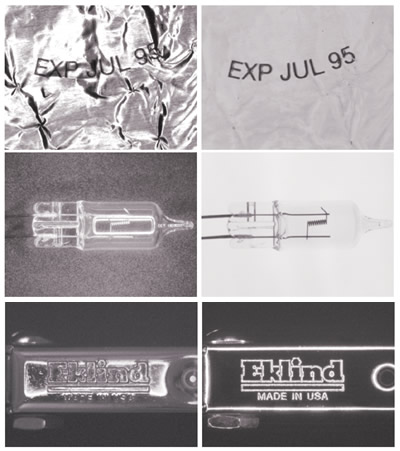
正如西门子能源和自动化集团描述的那样,在没有强有力的算法和流程视觉图片控制器之前,合理的照明可以在图片里造成“白天和夜间”的区别,以便分析。从图片比对不同的照明类型:光环(左图)和连续散射照明器(右图);光环和背光;亮环和暗环。西门子Nerlite业务的网站可以做更多的解释:www.nerlite.com/Selector.html
(中国图像网报道)
- 上一条:Moritex视频设备助房屋地板检测
- 下一条:产品聚焦:机器视觉进行时