- 06/19
- 2024
-
QQ扫一扫

-
Vision小助手
(CMVU)
锂电池极片作为锂电池最为核心的部件,其生产工艺流程较为复杂,任何工艺步骤中都可能引入缺陷,从而导致最终生产出的锂电池成品质量出现问题,因此有必要在锂电池极片生产过程中对其进行缺陷检测。
传统的人工检测不仅检测效率低,漏检/误检率高,而且对于一些高精度要求的检测无法进行。所以越来越多的企业将机器视觉设备引入生产线检测。机器视觉设备可有效识别产品的制造缺陷,消除不良产品,同时及时反馈给生产线,进而自动或手动调整生产过程,达到降低不良率的效果。

锂电池极片
方案难点
锂电池极片生产过程中,主要的缺陷检测有极片涂层均匀度、厚度检测,异物检测和极片表面打孔的检测。其中表面打孔由于孔洞较小,分布密集,精度要求高,肉眼都无法分布识别。但是打孔的质量对锂电池的性能影响非常大,因此对极片打孔的孔深,孔径和孔间距的检测就非常重要也是很大的挑战。
方案概述
检测内容:检测电池极片表面的打孔,孔深:30µm,直径:60µm,需要获取表面3D点云、检测孔深、孔直径及孔间距离,精度要求:1µm。
考虑到精度要求比较高,大恒图像分别选用 LMI Gocator 5512 线光谱传感器和 Gocator 2610 线激光传感器进行拍摄,综合选择方案。
型号 | Gocator 5512 | Gocator 2610 |
激光线轮廓点数 | 1792 | 4192 |
X方向分辨率 (µm) (轮廓线数据间隔) | 6.50 | 2.53 |
Z方向线性度 (±% of MR) | 0.07 | 0.015 |
Z方向重复性 | 0.2 | 0.22 |
安装净距离CD (mm) | 19.1 | 19.4 |
测量范围MR (mm) | 3 | 5.0 |
视野FOV (mm) | 11.6 | 10.2~10.8 |
尺寸 (mm) | 91×354×419 | 55×116×125 |
重量 (kg) | 19 | 0.9 |
下图分别是两个传感器的测试环境,传感器均为水平安装,运动平台都是高精度大理石平台。
|
| |
线光谱:Gocator 5512 | 线激光:Gocator 2610 |


算法概述
1. 获取点云数据
2. 提取某个孔,对附近基准面区域的高度求平均值,求取孔位置区域的最低点,然后计算两点的高度差获得孔深
3. 重复步骤2,计算3个孔的孔深
4. 静态10次测试,统计重复性

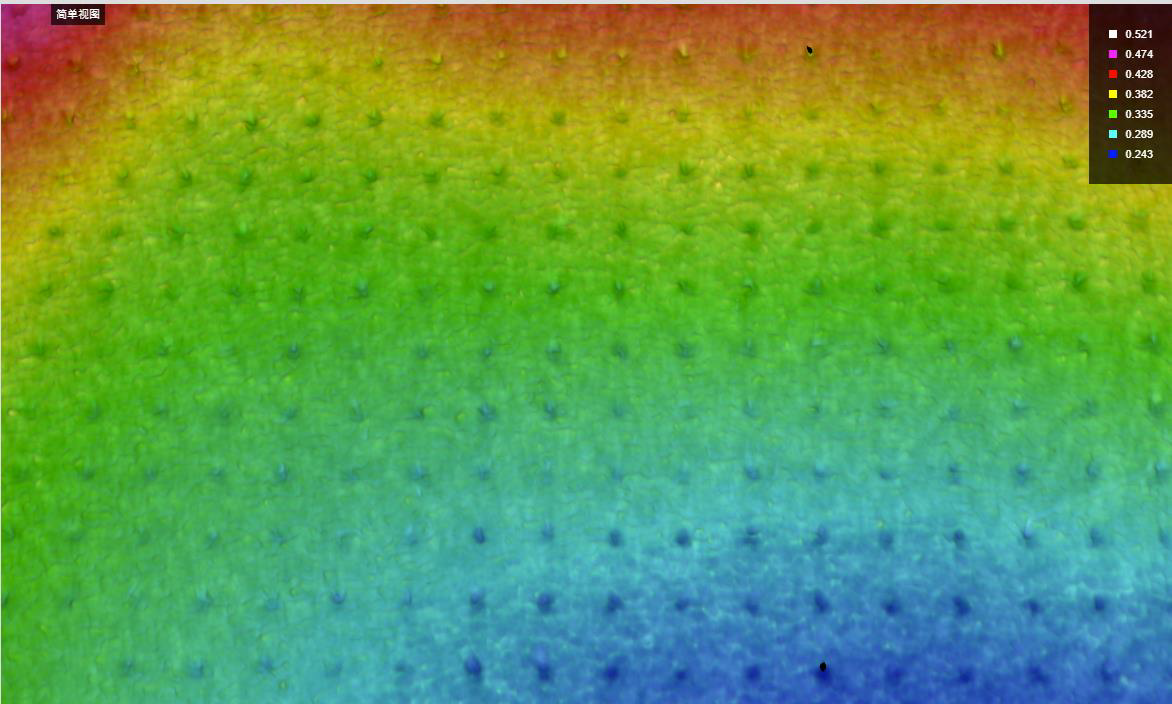
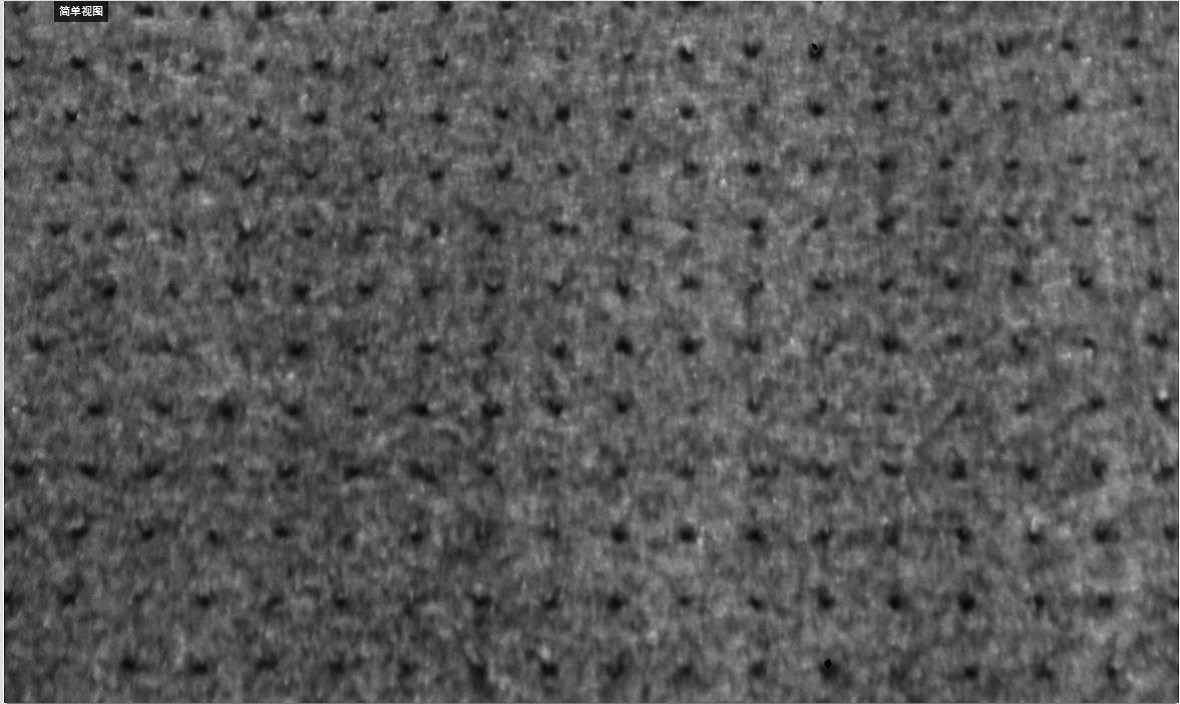
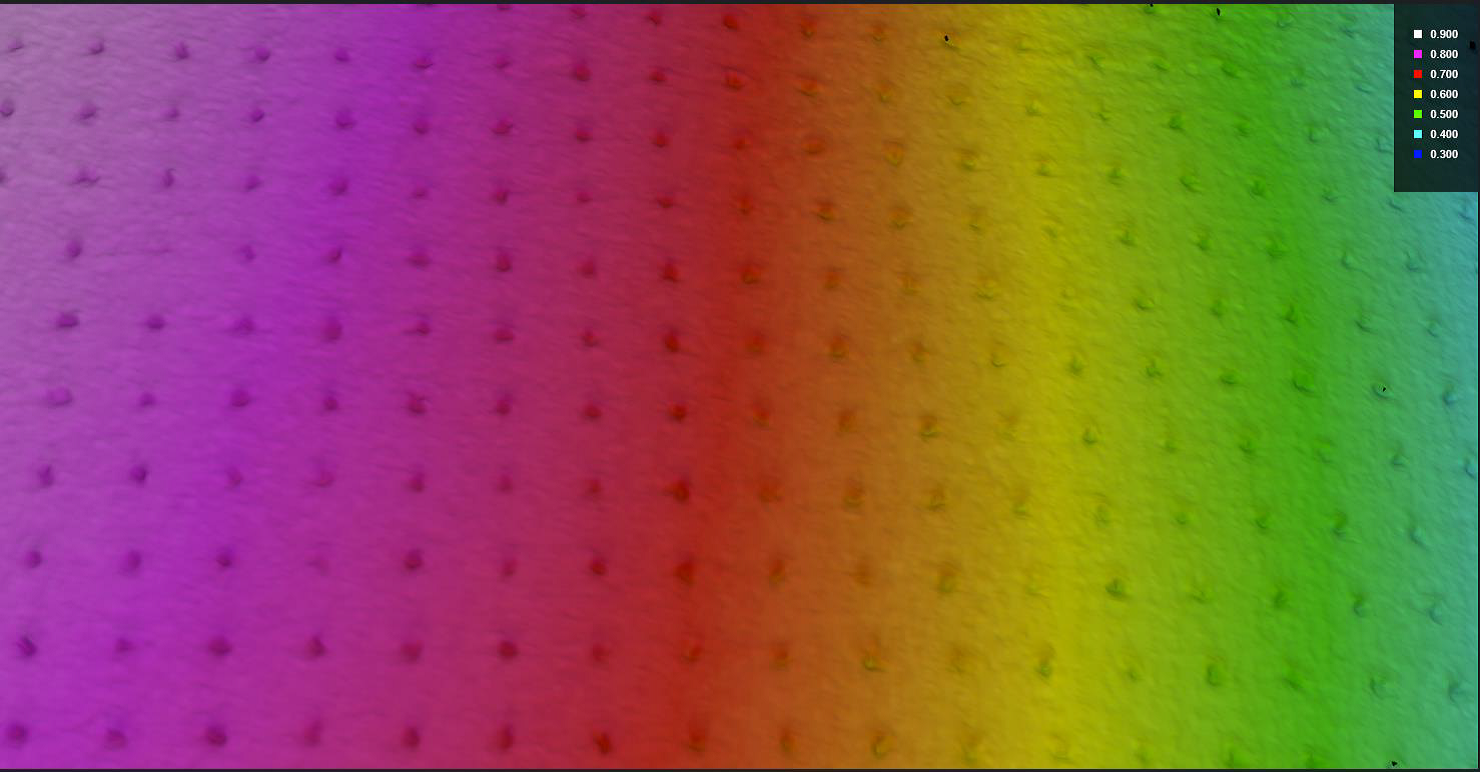
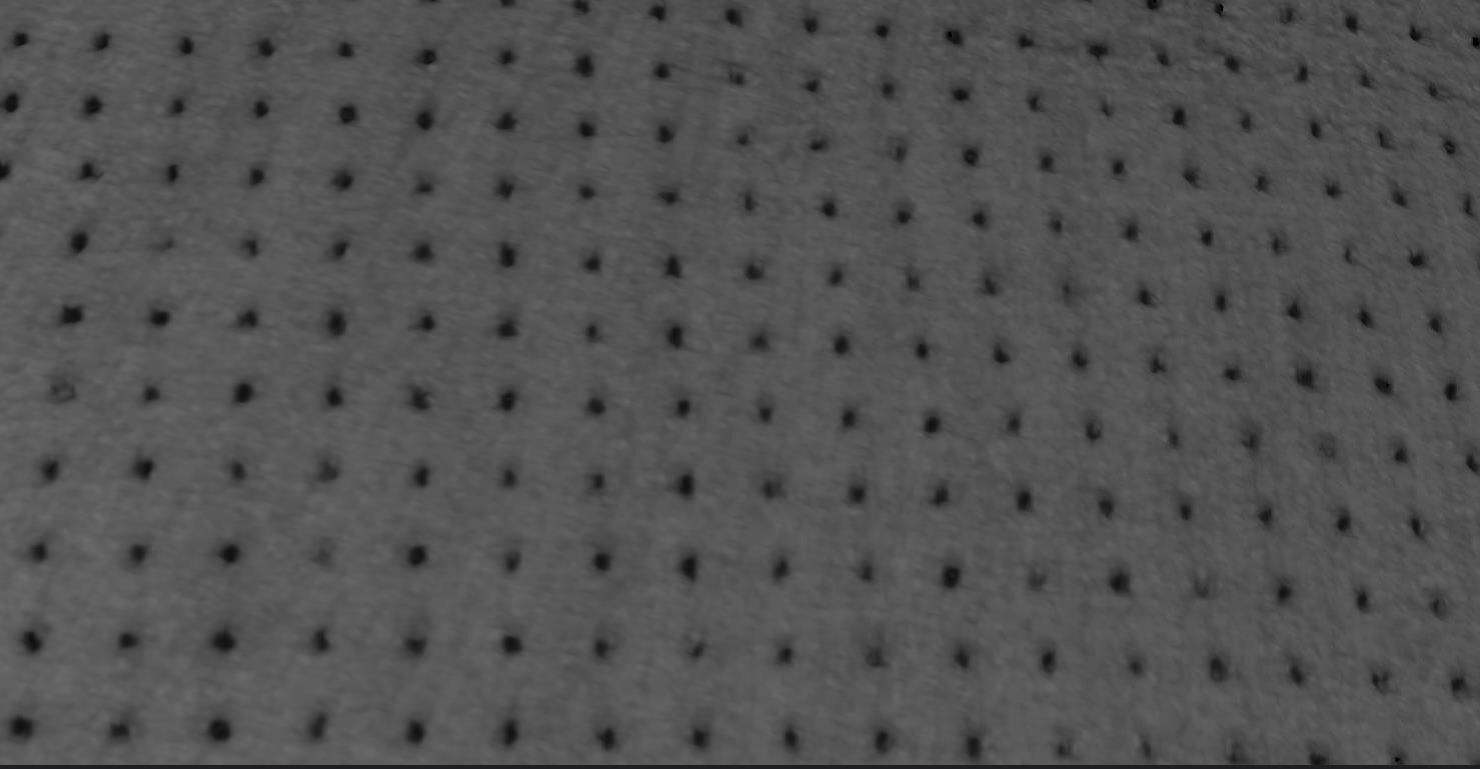
成像效果对比
 |  | |
Gocator 2610 - 高度图 | Gocator 2610 - 灰度图 | |
 |  | |
Gocator 5512 - 高度图 | Gocator 5512 - 灰度图 |
相关产品推荐
Gocator 5500 - 双轴线共焦传感器

大恒图像代理产品LMI Gocator 5500系列3D智能线共焦传感器拥有受专利保护的线共焦成像(LCI)技术,可实现高速且宽覆盖的线扫描,同时生成3D形貌、3D断层扫描和2D强度数据。亚微米级的精度使得Gocator 5500系列传感器可以扫描包括多层、透明/半透明、曲面边缘、高反光/镜面、高对比度纹理以及混合表面在内的多种类型材料,扫描精度和速度均优于同类共焦产品。
视觉系统定制服务
大恒图像自1991年成立之日起,一直专注于机器视觉行业并坚守“持续创新”的理念。秉承这一理念,目前大恒图像已经成功在消费电子、新能源、半导体、汽车、物流、交通、医药、科研等行业为客户提供优质的产品和定制化的视觉解决方案。
也许您所在的行业也正面临着“提速增效”的考验,如果您对目前的“提速增效”环节一筹莫展,请您即刻联系大恒图像:400 999 7595。我们将为您提供:前期专业的技术咨询及项目评估、中期产品选型及定向开发、后期系统部署及技术培训,一站式服务为您解除后顾之忧,助力您的产业升级!